Traitement de tôle
Par usinage de la tôle, on entend tous les procédés d'usinage de la tôle sans enlèvement de copeaux. En tant que fabricant complet, SwissFactory.Group vous propose tous les procédés de fabrication, du pliage, du cintrage, de la découpe laser au poinçonnage, le tout d'un seul tenant.
Contact direct Transformation des tôles >
Traitement de la
tôle par outillage
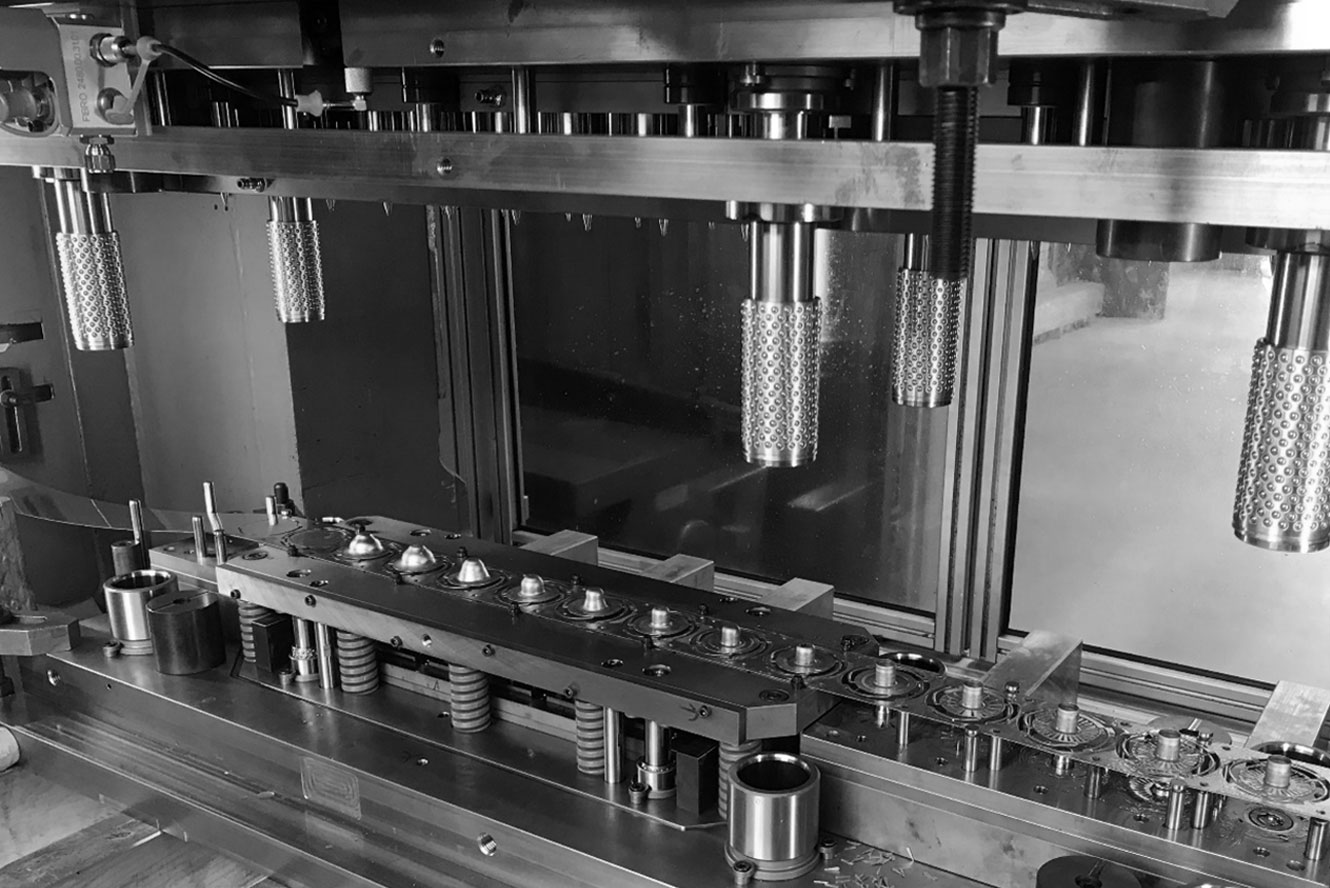
La production à l'outil est recommandée pour 5 000 à 10 000 unités par an. Elle permet des cadences très élevées pour des volumes importants. Par exemple, un procédé d'emboutissage profond en 12 étapes (voir image) permet d'atteindre une vitesse de production très élevée (1 seconde par unité). Selon les spécifications du produit, la production à l'outil peut être combinée à la découpe laser 3D, au fraisage CNC ou à d'autres technologies de fabrication.

Découpe & poinçonnage
Découpe laser et poinçonnage combinés (3000 x 1500 mm)
Découpe laser 2D (3000 x 1500 mm)
Découpe laser 3D (4000 x 1500 x 750 mm)
Cisaille guillotine hydraulique axiale
Poinçonnage (40-200 t)
Poinçonnage à partir de bobines (jusqu'à 160 t)
Dressage (largeur max. 220 mm)
![]()
![]()

Cintrage
Cellules de pliage robotisées (jusqu'à max. 3100 mm)
Cellule de pliage Xpert 150 Pro
Cellule de pliage mobile Xpert 80
Cellules de pliage mobiles Xpert 40
Machines de pliage (jusqu'à max. 4100 mm)
TruBend 5230
TruBend 5130
Xpert 150
TruBend 5085
TruBend 7036
![]()
![]()
Découpe laser 3D
Contrairement à la découpe laser 2D, des parties cubiques peuvent être découpées précisément avec la découpe laser 3D. Le traitement laser des composants tridimensionnels permet de nouvelles possibilités de conception. Cela permet une construction économique en matière, et des optimisations de poids peuvent être réalisées.
Gamme de déplacement de l'axe X‑axis 4000 mm Gamme de déplacement de l'axe Y‑axis 1500 / 2000 mm Gamme de déplacement de l'axe Z‑axis 750 / 1000 mm Gamme de déplacement de l'axe B‑axis ± 135 ° Gamme de déplacement de l'axe C‑axis n x 360 ° Gamme de déplacement de l'optique de découpe dynamique ± 9 mm
![]()

Presse & rondes
Le repoussage des métaux est un artisanat très ancien. Particulièrement dans la production de pièces à symétrie de rotation - petites et moyennes quantités - le repoussage des métaux est supérieur à d'autres méthodes. Lors du repoussage des métaux, un disque de tôle est pressé de manière centrale - avec le pré-posant - contre le moule de repoussage et mis en mouvement rotatif. Le rouleau de repoussage forme le disque rotatif étape par étape jusqu'à ce que la matière repose contre le moule de repoussage. Le processus de formage est contrôlé par deux axes. Avec un contrôle parfait du processus, l'épaisseur de la paroi du matériau reste constante. En plus de la formation de disques, des composants préformés tels que ceux emboutis peuvent également être réduits davantage en diamètre par pressage.
![]()

Emboutissage profond
L'emboutissage profond est la transformation par traction-compression d'un flan de tôle en un corps creux ouvert sur un côté, ou d'un corps creux pré-étiré en un corps creux de section plus petite, sans modification intentionnelle de l'épaisseur de la tôle. L'emboutissage profond peut être utilisé dans de très nombreux domaines. Cela s'explique notamment par le fait que ce procédé permet de former de très nombreux métaux, à commencer par l'aluminium, le laiton, le cuivre, la tôle d'acier, les alliages résistants à la rouille et aux acides, mais aussi les alliages résistants à la chaleur et divers autres alliages métalliques. On trouve des pièces embouties dans la construction automobile, la construction mécanique, la technologie spatiale, la technologie solaire, le ménage, la technologie énergétique, la chimie et dans bien d'autres endroits.
![]()

Emboutissage hydromécanique
L'emboutissage hydromécanique avec notre Dieffenbacher permet de réaliser des rapports d'emboutissage plus élevés qu'avec les procédés d'emboutissage classiques.
Géométries complexes, tubes évasés, intersections dans le formage, pièces avec une qualité de surface élevée, pièces en tôles multicouches, fabrication de prototypes, production en petites et moyennes séries.
En tant qu'un des leaders de l'hydroformage en Europe et en Suisse, notre partenaire Egro Industrial Systems AG dispose d'une presse de 900 tonnes avec une pression d'hydromécanique de 1'000 bars. Cette presse permet de couvrir l'offre de prestations jusqu'à une taille de 1'400 mm x 1'600 mm.
![]()

Remodeler/Perforation
Entièrement automatique, semi-automatique ou avec insertion manuelle:Fully automatic, semi-automatic or with manual insertion: The number of pieces over lifetime determines the tool technology and thus the initial tool costs.

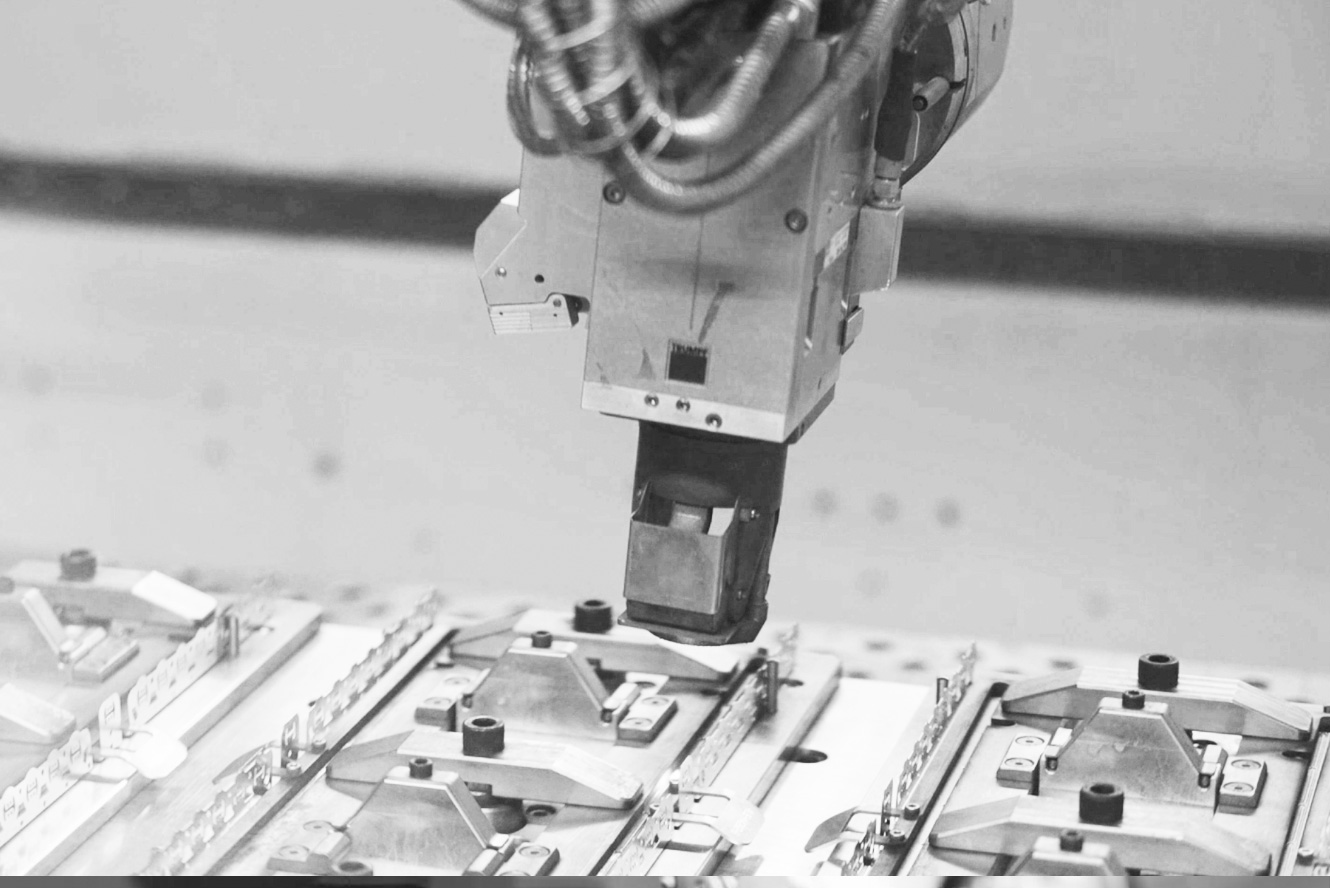
Fabrication hybride
La fabrication hybride définit un processus de production combinant l'usinage traditionnel de la tôle (par exemple, la découpe laser 3D ou l'emboutissage profond avec outil) et l'usinage sans outil. Par exemple, pour les coques de sièges de train (voir photo), le moule est d'abord créé par emboutissage profond avec outil, puis les bords sont usinés avec précision par fraisage CNC. La combinaison de ces différentes technologies et méthodes de fabrication permet une tarification personnalisée.