With old workpieces, it can happen that no usable drawings are available. Thanks to the Solid Works software solution, Solid CAM, we are able to design complex 3D drawings from an existing workpiece. With our in-depth expertise in CAD planning, design and general mechanical engineering, we are able to redefine shape and position tolerances to meet your requirements. We can advise you on questions regarding material selection, heat treatments and surface finishes. The right manufacturing solutions ultimately determine the price of a workpiece.
The No. 1 for cylindrical turned and ground parts
#1
for cylindrical turned and ground parts
25
Employees
1946
Founded
0.002
mm Accuracy
-
 Construction
Construction -
 Turning, multitasking
Turning, multitaskingOur machine park offers various CNC automatic lathes with a bar capacity of up to 105 mm and bar loaders from LNS. Some with counter spindle and driven tools for transverse machining with up to 8 axes. Several multitasking turning and milling centers with 9 axes, tool magazine and high-pressure pumps. With the angle drilling heads, we can also machine holes from the inside to the outside directly on the lathe. The various steady rests allow us to support parts from 8 - 200 mm. The quick-change chuck systems from Schunk enable us to change the different clamping elements within 5 minutes. Flange parts from 10 - 450 mm diameter or shaft machining up to a length of 2000 mm are welcome orders.
-
 Milling, drilling
Milling, drillingOn our machining center with travels up to x/y/z = 1250/650/690 mm we can produce small and large parts. We can also perform 5-sided machining in 24-hour operation in conjunction with workpiece loading using robot technology. 70 bar internal cooling ensures the correct chip flow and increases the service life of the tools. With 100 standardized tools in the machine, we minimize the changeover time between individual jobs. The quick-change system from Schunk increases our flexibility on all milling centers. With the built-in measuring systems from Renishaw, the processes are monitored directly on the machines and, if necessary, corrected. The Solid Works/Solid CAM software solution is available to us for programming parts.
-
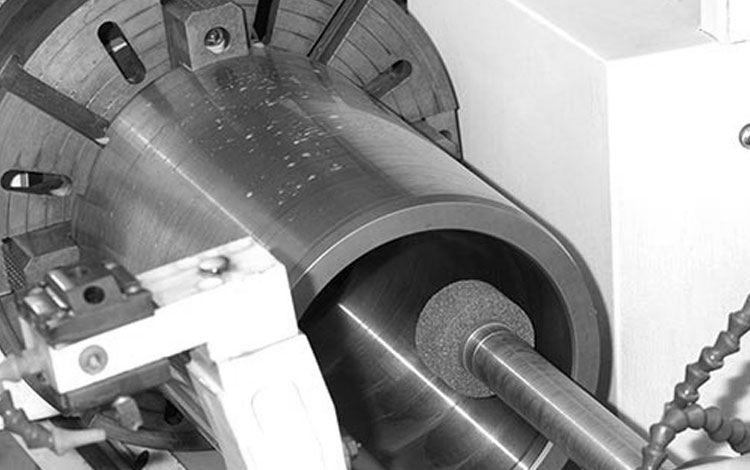 Round and thread grinding
Round and thread grindingWe can grind any material on the faceplate, in a three- or four-jaw chuck, magnetic chuck, in collets or between centers. Whether inside or outside diameter, cone or ball, cylindrical or non-circular grinding - there are virtually no limits on our machines. From small parts or workpieces up to a diameter of 450 mm and/or a length of up to 1600 mm, everything is possible. We grind the center of all workpieces that are machined between the centers using a center grinding machine from WS Technika. With highly trained employees and our numerous Studer universal cylindrical grinding machines, we are able to produce precise shape and position tolerances, diameters and lengths as well as surfaces up to N2 in the range of 0.001 mm using lapping grinding. On the Studer S41, S40 and S21, we produce internal and external threads within the same set-up. The pitch error is compensated for by means of grinding wheel dressing correction. We grind metric fine threads with a pitch of 0.5 to 3 mm. For other pitches or other thread types, please contact us at any time.
-
 Surface grinding, honing, lapping
Surface grinding, honing, lappingWe are very familiar with parallelism and flatness below 0.001 mm. We can grind all workpieces up to a size of x/y/z = 1200/600/400 mm. Clamping is mainly done with the magnetic plate. Precision vices, prisms, various angles or specially manufactured gauges are also available as clamping options, and we can machine up to a diameter of 60 mm and a length of up to 150 mm on a Sunnen honing machine. We achieve excellent geometric accuracies of up to 0.001 mm and a high surface quality of up to N2. For lapping, we work with a Stähli lapping machine. We can machine workpieces up to a diameter of 300 mm in practically all possible materials to any desired quality level.
-
 Assembly and repairs
Assembly and repairsWe assemble your workpieces or those produced by us into an assembly at a specially equipped assembly station. We organize all the necessary individual parts such as screws, O-rings, plates, springs, retaining rings, etc. A final functional test is also a matter of course for us. If you want to assemble a module yourself, we will be happy to prepare a complete assembly kit for you.
-
 Measurement technology
Measurement technologyThe three Strato Apex 574 are powerful, fast and highly accurate 3D coordinate measuring machines from Mitutoyo. With the motorized PH10MQ probe from Renishaw, we can measure the most complex workpieces to the highest quality standards in a single set-up. We also have a Tigo SF coordinate measuring machine from Hexagon and two Etalon Derby 454s at our disposal. The Hommel-Etamic F4004 form and position tolerance measuring machine can measure workpieces up to 550 mm in length and 430 mm in diameter. The automatic rotation and swivel module enables us to carry out all measurements in a single clamping operation. The surface measuring devices from Mahr, MahrSurf XR1 and Mitutoyo Surftest SJ-210 can also measure the rmr value (material contact ratio). Surface measurements in small or deep boreholes are no problem. For some time now, we have been able to carry out magnetic crack testing with the magnetic test bench from Magnaflux. This is used to detect predominantly gap-like material separations (e.g. cracks) in the surface and near-surface areas. At the customer's request, a report can be created for each measurement. With five height gauges, various internal micrometers from Microtest Digital Standard-Line (30-400mm incl. setting rings), various micrometers from Mitutoyo (0-400mm), two Bowers measuring pistols (6-20 / 20-100mm), various Bowers thread measuring heads (with calibrated thread ring gauge for setting incl. suitable thread gauges) and a range of other measuring instruments, the system can be set up to suit the customer's requirements.
-
 Laser labelling
Laser labellingA Foba laser marking system is used to laser deep engravings and extremely fine lettering on jacket and flat surfaces.
Ingold Tools AG
We are a progressive, independent and successful company in the field of mechanical manufacturing. We also focus on high-quality, ecologically correct and cost-saving services at top delivery times and the best prices.
1946
Otto Ingold founded the small company of the same name with 3 employees in 3375 Inkwil. In the beginning, the focus was on the production of punching tools, gauges, devices, injection nozzles, special bearings and various machine parts.
1962
the company building was extended with an annex.
1974
the company was taken over by Osterwalder AG, Lyss, and became a public limited company.
1992
the company was once again available to numerous customers as an independent business. The new owners were Fritz Gerber and Salvatore Scollo.
From 2007
the two employees Christoph Jenzer and Edgar Stich took over the management of the company. They each own 50% of the company.
2009
the production and assembly hall was extended and modernized.
2012
our company was successfully ISO-certified twice. ISO 9001 and ISO 14001.
2013 Another plot of land was acquired.
2014
the company name was changed to INGOLD TOOLS.
In 2015, the old oil heating system was replaced by a modern groundwater heating system. In addition, heat recovery was installed for the compressor systems.
2019
an arched hall was built next to the main building as a raw


